Definitely want to check the fillet radius (where the journal meets the cheek). Spec for the these cranks is 3mm.

It's very critical for crank strength, often when a crank fails it fails on or very near the fillet radius.
Checking fillet radius, excerpted from
here This is obviously a different engine, but it gives you the general idea.
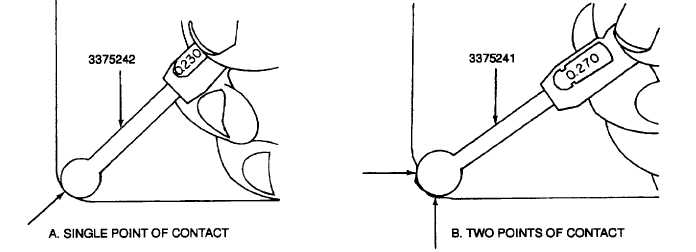
Check the fillet radii using fillet ball gages 3375241 and 3375242 as follows (see Figure 9-52):
(a) Place the 0.230 inch (5.84 mm) ball on the journal close to the fillet, and place a light behind the ball. One dark spot will be noted at the point of contact between the ball and the journal surface.
(b) Move the ball gage toward the fillet. If the fillet is properly blended, and at or above the minimum radius, only one point of contact should show as the ball contacts the fillet area and moves up to the bossing wall (A, Figure 9-52). If two points of contact show at any part of the radius, the radius is undersize.
(c) Check the fillet with the 0.270 inch (6.86 mm) ball gage to ensure that it is not oversize. On this check two points of contact should show: one at the bottom and the other up on the side (B, Figure 9-52). If only one point of contact shows at any part of the radius, the radius is oversize.
(d) If fillet radius is incorrect, the grinding wheel was improperly dressed. Refer to step (2), above, for proper grinding wheel dressing